Objective
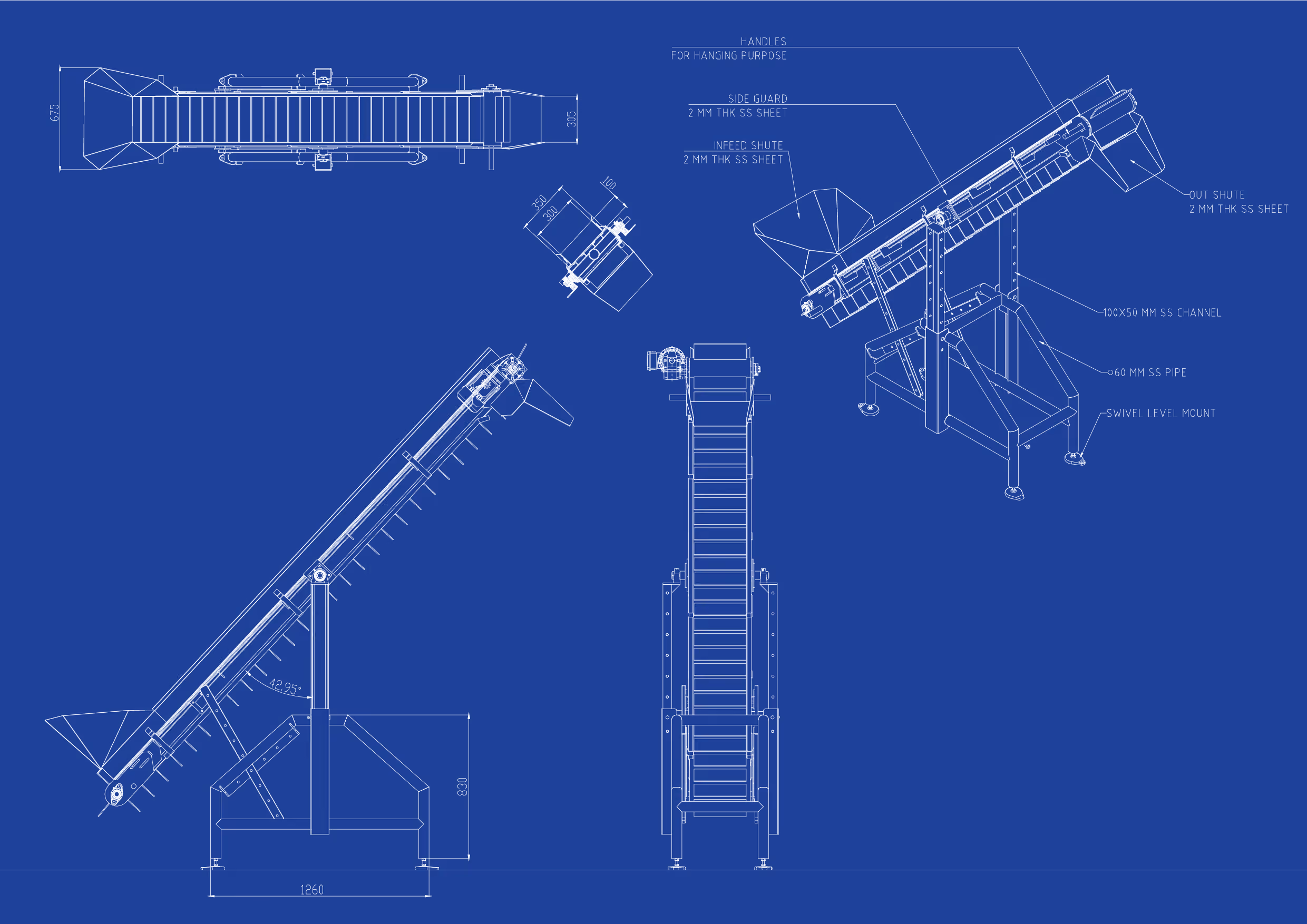
Design and manufacture a custom white labelled incline conveyor system that could handle incline angles up to 60° without product rollback or spillage, meet EHEDG-aligned hygienic design standards for washdown environments, deliver gentle and controlled product transfer for fragile food, integrate within compact processing layouts, and be delivered as a white label product ready for the OEM client's downstream deployment.



.avif)

Havmek's Approach

Incline Engineering — Up to 60° Transfer Capability
PU Cleated Belt with Positive Drive Synchronisation
A Volta-compatible PU food-grade cleated belt with a 120 mm flight pitch was specified to ensure consistent product grip at incline. The positive drive system eliminated belt slip — a common failure mode in wet incline applications — while the cleat geometry was configured to maintain product orientation and spacing through the transfer. Drive projection below the belt was minimised to reduce cleaning surface area and contamination risk.
Hygienic Design for Washdown Environments
The conveyor frame was fabricated in SS306 food-grade stainless steel with round-section tube geometry throughout — eliminating the flat ledges, sharp angles, and enclosed panels that create microbial traps in standard conveyor designs. Glass bead blasted surface finish reduced surface roughness to a level compatible with CIP/COP washdown protocols. Ingress protection to IP67 was specified to ensure full compliance in high-pressure washdown environments.
Compact Custom Layout Engineering
The conveyor was designed around the dimensional and layout constraints of the client's target installation environments — not the other way around. Belt width was specified at 300 mm to match the product flow requirements of compact processing layouts, with the system geometry configured to integrate within the existing line without requiring structural modification or additional floor footprint.
Impact Snapshot
As-built technical specification for this project.
Incline Capability
Stable transfer — no rollback.
Belt Width
Matched to line layout.
Flight Pitch
Controlled product spacing.
Ingress Protection
High-pressure washdown rated.
As-Built Specification
Material
Belt System
Product Application
The Outcome
Havmek delivered a fully engineered, white label incline conveyor system that resolved all four core challenges facing the OEM client's end customers: incline instability, hygiene compliance, product damage, and throughput constraints. The white label delivery format enabled the OEM client to deploy the system under their own brand with full commissioning support aligned. The solution delivered a measurable improvement in line flow, hygiene compliance, and product handling quality — within the dimensional and operational constraints of an active food processing environment.
Additional Configurations & Offerings
The Havmek Hygienic Incline Conveyor is available in multiple configurations matched to product type, processing environment, and line layout.
The following options are available beyond the specifications delivered in this project:
Belt Types
PU Cleated Belt
Positive drive — no slip, no stretch. 120 mm flight pitch. Compatible with Volta SuperDrive, Intralox, and Habasit equivalents.
Open Skeleton Belt
100% visual access for inspection. Fast washdown, complete cleaning — suited for high-risk and wet processing zones.
Inner Rib Cleated Belt
Stable grip for sticky or irregular product. Prevents rollback on steeper inclines. Compatible with multiple belt suppliers.
Material Grades
SS304
Standard food-grade specification. Corrosion resistant, suitable for general food processing environments.
SS316 / SS316L
Premium hygienic grade. Superior corrosion resistance for aggressive washdown chemicals and chloride-rich environments. Recommended for high-risk and wet processing zones.
SS306 (As Built — This Project)
Specified for this project. Suitable for controlled processing environments with standard washdown protocols.
Application Variants & Belt Widths
Processing Applications
— Dry & Packaged Food
— Raw Meat & Poultry
— Sticky or Coated Products
— Wet Processing Environments
— High-Risk Hygiene Zones
Belt Widths & Configuration
Belt Width: Multiple widths available, configured to product flow and capacity. 300 mm specified in this project.
Incline Range: 0 to 60° working angles, adjustable to align with upstream and downstream equipment without structural modification.
Flight Pitch: 120 mm standard. Configurable based on product size and spacing requirements.
About Havmek
Havmek delivers end-to-end seafood processing systems built on engineering excellence and sustainable innovation. We combine India’s seafood processing expertise with Europe’s precision engineering, compliance standards, and sustainability ethos to deliver robust, scalable, and hygienic solutions. The solutions cover every stage of the seafood value chain; from grading and glazing to IQF freezing, packaging, and cold storage. All systems are designed around plant layout, throughput requirements, and export-grade quality standards with certified to ISO 9001, ISO 14001, and ISO 45001.